Optische Prüfverfahren
Visuelle Prüfung
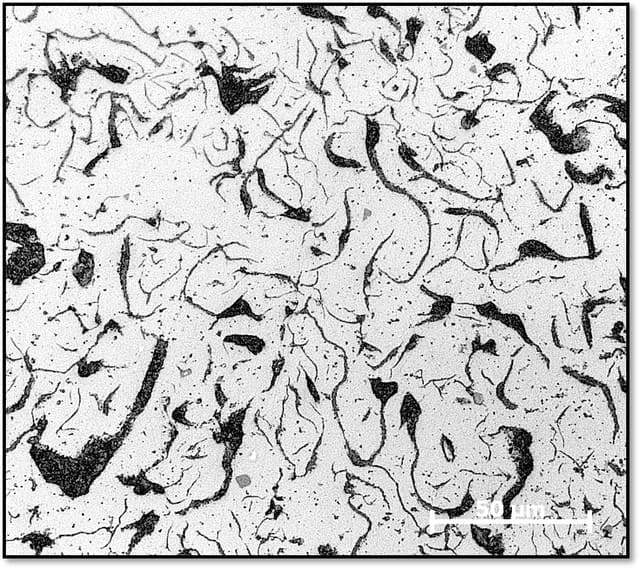
Gefügeanalysen
Als Gefüge wird der innere Aufbau eines Werkstoffes bezeichnet. Die Eigenschaften eines Materials werden im Wesentlichen durch das Gefüge definiert. Nicht selten ist ein unzureichend entwickeltes Gefüge der Grund für das Versagen eines Bauteils. Es wird ein möglichst homogenes Gefüge angestrebt. Gefügeanalysen werden an metallo-/materialographischen Schliffen durchgeführt, die zur Kontrastierung des Gefüges geätzt werden.
Die ZWT GmbH führt u.a. nachfolgend gelisteten Analysen zur Gefügecharakterisierung durch:
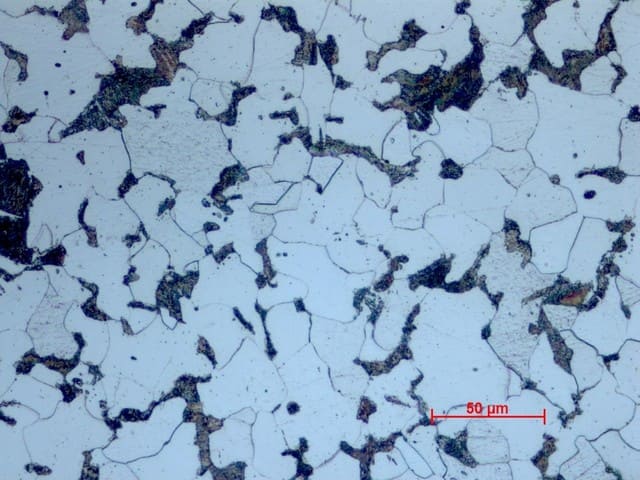
Korngrößenbestimmung
Als Korngröße wird die statistische Verteilung der sichtbaren Größe einzelner Gefügebestandeile („Körner“) in der Schliffebene bezeichnet.
Im Hause der ZWT GmbH wird die Korngrößenbestimmung gemäß internationalen Normen (DIN EN ISO 643, DIN EN ISO 2624, DIN EN ISO 4499, ASTM E112, …) nach dem Linienschnitt-, Auszähl-, Vergleichsbild-, … -verfahren durchgeführt.
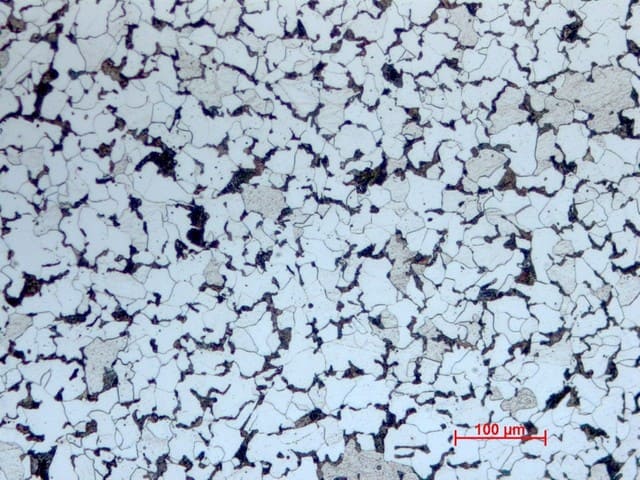
Phasenanteile
Besteht ein Gefüge aus Körnern unterschiedlicher Art (hinsichtlich chemischer Zusammensetzung, Kristallstruktur, o. ä.) spricht man von unterschiedlichen Phasen. Durch geeignete Ätzverfahren können diese Phasen optisch unterschieden werden. Mittels digitaler Bildanalyse können anschließend die prozentualen Anteile der Phasen bestimmt werden.
Nicht-metallische Einschlüsse
Bei der Herstellung metallischer Werkstoffe können kleine nichtmetallische Partikel in diesen eingetragen werden. Sie sind jedoch meist grundsätzlich unerwünscht. Eine geringe Anzahl und Größe derartiger Einschlüsse spricht somit für eine hohe Qualität des Werkstoffes. Der Gehalt an nichtmetallischen Einschlüssen (Reinheitsgrad) kann z.B. nach DIN 50602 (zurückgezogen) oder DIN EN 10247 quantifiziert werden.
Mikrorisse in Schweißnähten
In Schweißnähten können durch thermische Spannungen Risse entstehen. Es wird grundsätzlich zwischen Heiß- und Kaltrissen unterschieden. Risse können an polierten metallographischen Schliffen festgestellt und beurteilt werden. Ihr Verlauf im Gefüge ist nach dem Ätzen erkennbar.
Schichtdickenmessung
Diese Prüfungen werden zur Bestimmung von organischen und anorganischen Beschichtungen auf Proben eingesetzt.
Bei der ZWT GmbH werden die Prüfungen nach den Normen DIN EN ISO 3882:2003-10, DIN EN ISO 1463, DIN EN ISO 3497, ISO 1463 durchgeführt.
In den Laboren der ZWT GmbH werden mikroskopische Schickdickenmessungen und das Verfahren der Röntgenfluoreszenz eingesetzt.
Mikroskopische Schichtdickenmessung
Die mikroskopische Schichtdickenmessung erfordert einen Schliff durch den Querschnitt der interessierenden Schichten der Probe, welcher eine Detektion der Materialübergänge gestattet. Die Schichtdicke ergibt sich aus dem Abstand von Materialgrenzlinien im aufgenommenen Materialprofil.
Für die Messung müssen die Proben erst durch eine Querschnittspräparation vorbereitet werden. Da hierbei die Proben zerstört werden, sollten zusätzlich vergleichbare Referenzobjekte vorliegen.
Für die Aufnahme und Auswertung der Schichtdicken stehen der ZWT GmbH diverse Möglichkeiten zur Verfügung.
RFA Schichtdickenmessung
Ebenfalls werden auch Schickdickenmessungen mittels RFA bei der ZWT GmbH durchgeführt. Bei der Röntgenfluoreszenzanalyse (RFA) wird eine Probe mithilfe primärer Röntgenstrahlung dazu angeregt, ihrerseits Fluoreszenzröntgenstrahlung abzugeben. Ist auf der Probenoberfläche eine Röntgenstrahlen absorbierende Schicht aufgebracht, wir die Intensität des Spektrums des Grundwerkstoffes verringert. Die Abschwächung ist abhängig von der Dicke der aufgebrachten Beschichtung.
Somit steht für Proben mit metallischen Beschichtungen auch ein zerstörungsfreie Prüfung bei der ZWT GmbH zur Verfügung.
Kontaktwinkel
Bei einer Grenzfläche zwischen einer Flüssigkeit und einem Feststoff wird der Winkel zwischen der Flüssigkeitsoberfläche und dem Umriss der Kontaktfläche als Kontaktwinkel θ (kleines Theta) bezeichnet. Der Kontaktwinkel ist ein Maß für die Benetzbarkeit eines Festkörpers durch eine Flüssigkeit.
Bei vollständiger Benetzung (Spreitung) beträgt der Kontaktwinkel 0°. Zwischen 0° und 90° gilt der Festkörper als benetzbar, über 90° als nicht benetzbar.
Zwischen dem Kontaktwinkel, der Oberflächenspannung der Flüssigkeit, der Grenzflächenspannung zwischen Flüssigkeit und Festkörper und der freien Oberflächenenergie des Festkörpers besteht ein physikalischer Zusammenhang.
Die bei der ZWT GmbH verwendete Kontaktwinkelmessung ermöglicht die Bestimmung der freien Oberflächenenergie eines Festkörpers.
Technisch ist der Zusammenhang überall dort wichtig, wo die Haftung von flüssigen und festen Stoffen von besondere Bedeutung ist, z.B. bei den Verfahren des Coating, Lackieren, Reinigen, Drucken, Beschichten und Kleben.
Farbmessung
Bei technische Bauteilen hat das aussehen der für den Kunden sichtbaren Flächen eine immer größer werdende Bedeutung. Dabei geht es zum einen um die Haptik als auch um die Farbechtheit der Oberfläche.
Um den Abstand in einem Farbraum zwischen einer Probe und einer Bezugsfarbe (Vorlage, Farbmuster) bestimmen zu können wir der Wert Delta E verwendet. Delta E ist dabei der Gesamtabstand der einzelnen Farbbestandteile in den Bereichen Delta-L, Delta-a und Delta-b, welche in den Polarkoordinaten d-H (Hue) und d-C (Chroma)) beschrieben werden.
Nach ISO 11664-4 ist Delta E der Wert zwischen den Farborten (L*,a*,b*)p und (L*,a*,b*)v.
Mit den vorhanden Prüfmethoden kann die ZWT GmbH damit die Farbdifferenz einer Probe zur einer Referenz
in Bezug auf die Helligkeits- Buntheits- und Buntton-Unterschieden bestimmen.
Laser-Scanning (FARO)
Bei dem Messsystem handelt es sich um einen Mehrachsen-ScanArm mit taktiler Messspitze und zusätzlichem Laserscanner. Das System ermöglicht die Datenaufnahme in Form von Punktewolken mit hoher Geschwindigkeit in einer entsprechenden Auflösung bei gleichzeitig hoher Genauigkeit der ermittelten Messdaten. Gleichzeitig ermöglicht das Messsystem das Scannen von unterschiedlichen Oberflächenmaterialien unabhängig von Kontrast, Reflexionsvermögen oder Komplexität des Bauteils.
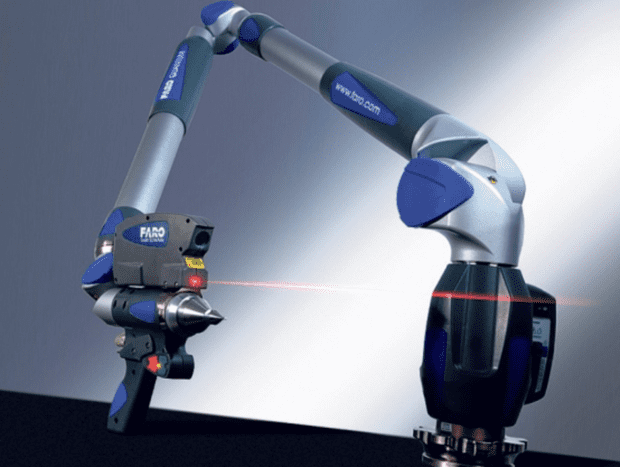
Bildquelle: Firma FARO
Das Messsystem eignet sich ideal für die Inspektion und Qualitätskontrolle und damit für das Messen und den Punktewolkenvergleich mit CAD-Daten, Rapid Prototyping Bauteilen und für das Reverse Engineering, also die ingenieurmäßige Arbeitsweise vom vorhanden Bauteil zurück in die CAD-Zeichnung

Röntgenprüfung
Röntgentechnik (CT-Analyse)
Die Technik der industriellen Compotertomografie wird bei der ZWT GmbH eingesetzt, um Standardmessaufgaben aber auch kritische und komplexe Messaufgaben zu lösen. Eine 3D-Präzision ist garantiert.
Die maximal zulässige Längenmessabweichung des CT beträgt 4,5 µm.
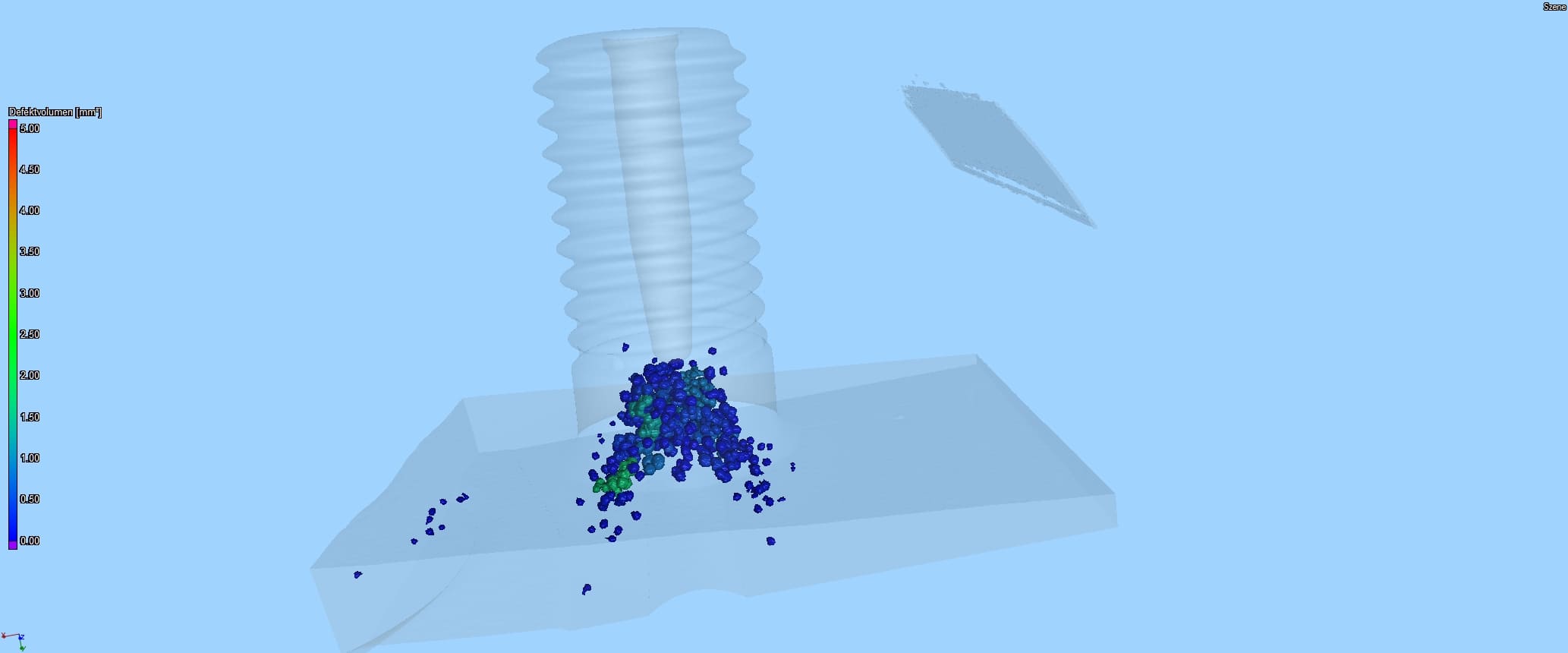
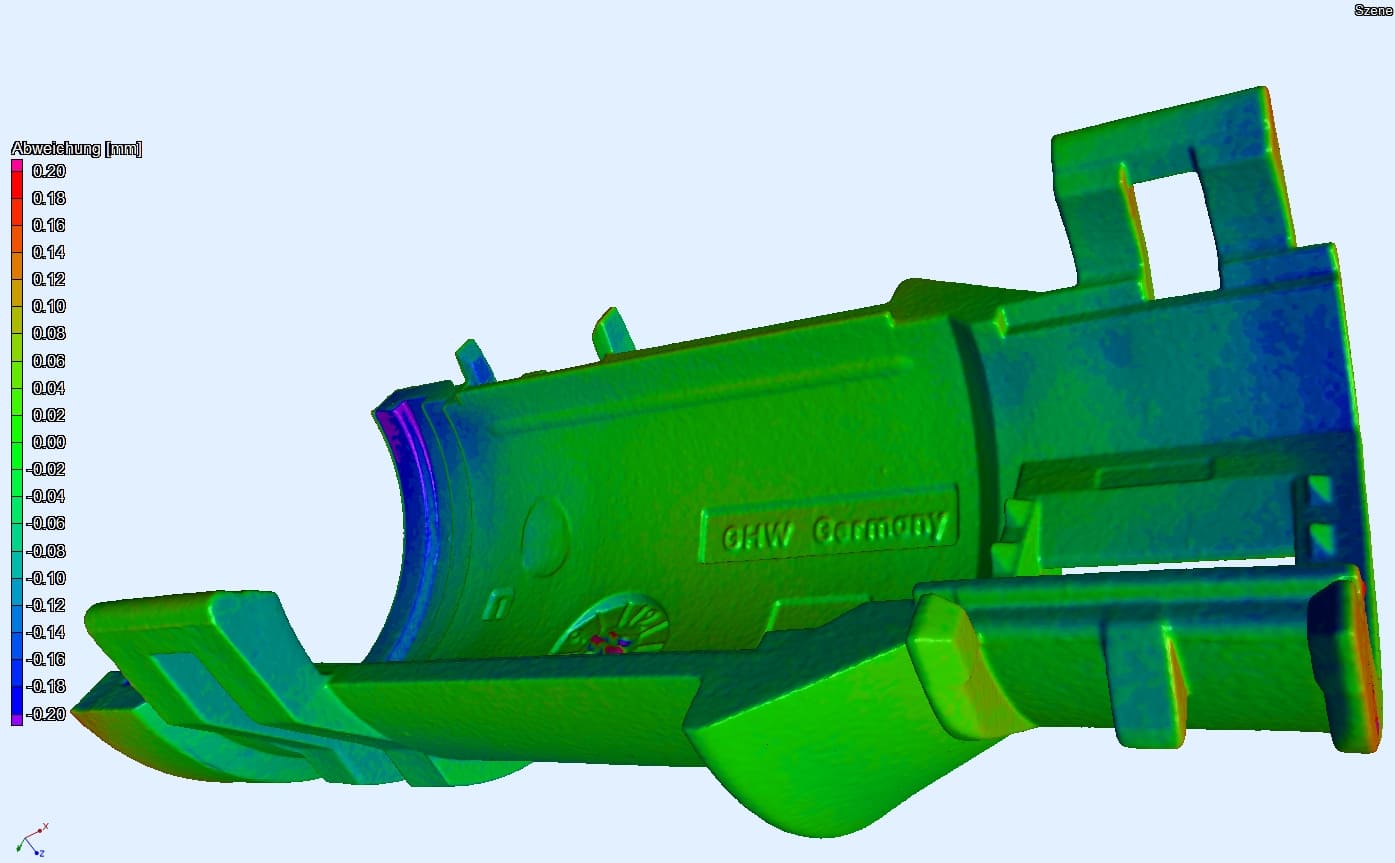
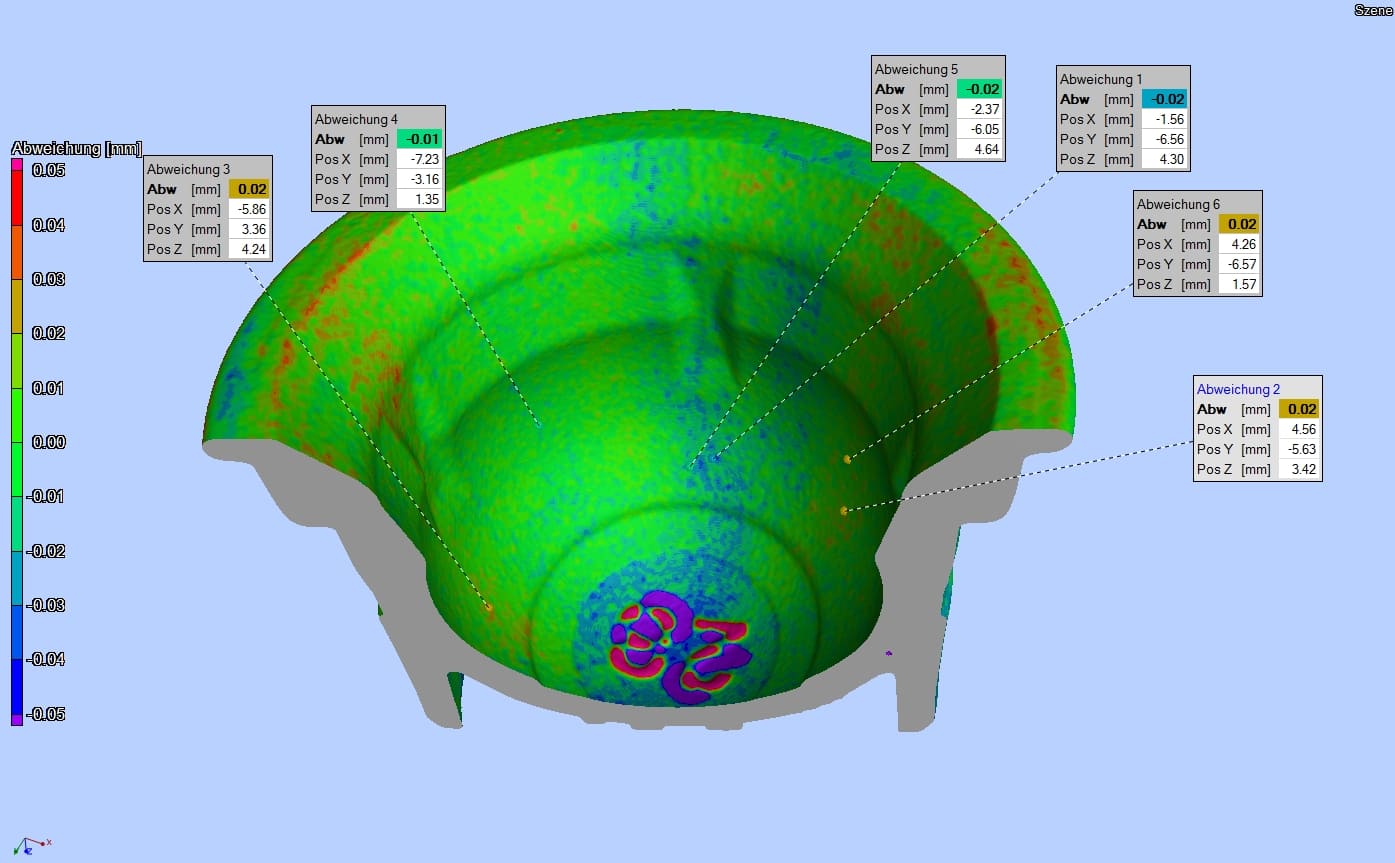
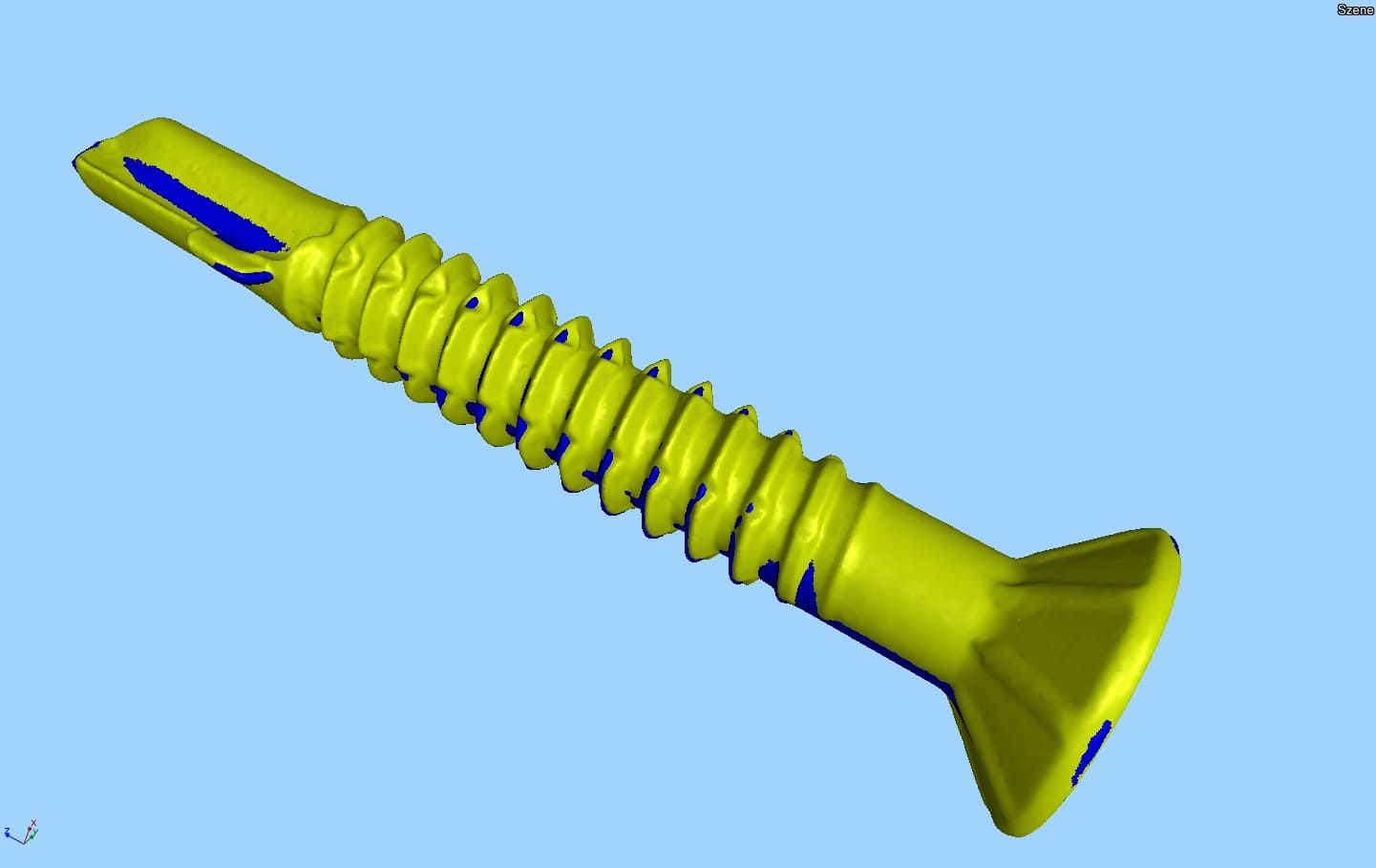
Neben der klassischen dreidimensionalen Vermessung bietet die Röntgen-Computertomografie auch die Möglichkeit Fehlstellen im inneren von Bauteilen zu detektieren. Typische Untersuchen sind dabei:
- Soll- / Ist-Vergleiche (Falschfarbenabgleich)
- Wanddickenanalysen
- 3D-Porennalaysen
- Porenanalysen nach P201 / P202
- Bindenahtanalysen
- Faserorientierung
- Flächenrückführung